


Enhancing Safety with Atex Signaling Cables and Electrical Equipment
In environments prone to explosive gases, vapors, or dust, ensuring robust safety measures is crucial. Atex-certified signaling cables and electrical equipment provide the reliability and security needed in these high-risk settings. This article explores the role of Atex signaling cables and electrical equipment, highlighting their benefits and applications across various industries.
The Importance of Atex Certification
Atex (Atmosphères Explosibles) certification is a European standard that verifies equipment’s safety in explosive atmospheres. Products that achieve Atex certification undergo stringent testing to ensure they do not pose ignition risks, making them suitable for use in industries like oil and gas, chemical production, mining, and pharmaceuticals.
Benefits of Atex Signaling Cables
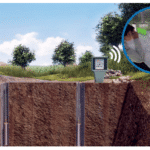
- Ignition Protection Atex signaling cables are designed to prevent any ignition sources that could trigger explosions, ensuring safe operations in hazardous environments.
- Robust and Reliable Constructed to endure extreme industrial conditions, Atex signaling cables resist high temperatures, chemicals, moisture, and physical wear, providing long-term reliability.
- Consistent Signal Quality These cables ensure high-quality, uninterrupted signal transmission, which is crucial for maintaining effective communication and control systems in dangerous areas.
- Regulatory Compliance Utilizing Atex-certified signaling cables helps industries comply with strict safety regulations, avoiding penalties and ensuring safe operational practices.
Advantages of Atex Electrical Equipment
- Intrinsic Safety Atex electrical equipment is designed to be intrinsically safe, meaning it cannot produce enough energy to ignite explosive atmospheres, thereby preventing accidents.
- Wide Applicability Available in various forms such as switches, junction boxes, control panels, and lighting fixtures, Atex electrical equipment can be integrated into numerous industrial applications.
- Operational Safety This equipment minimizes the risk of electrical sparks or overheating, which can lead to explosions, thus maintaining safe working conditions in hazardous environments.
- Cost Efficiency Investing in durable Atex electrical equipment can reduce the frequency of accidents, equipment damage, and downtime, leading to long-term cost savings on maintenance and replacements.
Industrial Applications of Atex Signaling Cables and Electrical Equipment
- Oil and Gas Sector Atex signaling cables and electrical equipment are crucial in the oil and gas industry, where explosive atmospheres are common. They are used extensively in refineries, offshore platforms, and pipelines to ensure safe and efficient operations.
- Chemical Industry Chemical manufacturing involves handling volatile substances that can create hazardous conditions. Atex-certified signaling cables and electrical equipment are vital for process control, safety monitoring, and regulatory compliance.
- Mining Industry In mining, especially underground operations, explosive gases like methane are a significant risk. Atex signaling cables and electrical equipment provide critical communication and control functions to enhance safety and operational efficiency.
- Pharmaceutical Industry In pharmaceutical manufacturing, where combustible dust and volatile chemicals are present, Atex-certified products are essential for maintaining safe production environments and ensuring compliance with safety regulations.
Key Features to Consider
- Durable Construction Choose products made from materials that can withstand extreme temperatures, chemical exposure, and physical impacts, ensuring long-term durability and performance.
- Standards Compliance Ensure that signaling cables and electrical equipment meet Atex certification standards, guaranteeing suitability for hazardous environments and regulatory compliance.
- Ease of Use and Maintenance Opt for products that are easy to install and maintain, featuring modular designs, clear labeling, and accessible components to simplify installation and reduce maintenance efforts.
- Proven Reliability Select products with a proven track record of reliability and high performance, ensuring that critical systems remain operational and safety is consistently maintained.
Conclusion
Atex signaling cables and electrical equipment are indispensable for ensuring safety and operational efficiency in hazardous industrial environments. Their explosion-proof and intrinsically safe designs, coupled with their durability and reliability, make them essential for industries where explosive atmospheres are a constant threat.
By investing in Atex-certified products, organizations can enhance their safety protocols, comply with regulatory standards, and protect their workforce and assets. Whether in oil and gas, chemical manufacturing, mining, or pharmaceuticals, Atex signaling cables and electrical equipment play a crucial role in maintaining safe and seamless operations.
Choosing high-quality Atex-certified products allows organizations to confidently navigate the challenges of hazardous environments, ensuring the protection and efficiency of their operations.
Related Posts
 Utilities Company Tests Handheld Gas Detection Devices
Utilities Company Tests Handheld Gas Detection Devices- What pumps are best suited for moving contaminated and hazardous liquids in industries such as oil, gas, landfills and pharmaceutical industries.
- We are excited to announce the successful launch of our newly updated website
- Atex Global provides a extensive range of Atex telephonea
- Title: Understanding Atex Beacons: Your Ultimate Guide to Intrinsically Safe Ex Certified Beacons
- Is hand sanitiser… dangerous?





 About
About IP Rated Products
IP Rated Products Home
Home Atex Communication Devices:
Atex Communication Devices: Atex Headsets
Atex Headsets Atex Intercommuncations
Atex Intercommuncations Atex Switches & Push Buttons
Atex Switches & Push Buttons Explosion Proof Beacon Sounders
Explosion Proof Beacon Sounders Signalling Stack Lights
Signalling Stack Lights Atex LED Strip Lights (Work Lights)
Atex LED Strip Lights (Work Lights) Atex Tools and Instruments:
Atex Tools and Instruments: Atex Hand Tools
Atex Hand Tools Hex Keys, Alan Keys
Hex Keys, Alan Keys Atex Tool kits
Atex Tool kits Atex Impact Wrenches
Atex Impact Wrenches Atex Safety and Detection Equipment:
Atex Safety and Detection Equipment: Atex Enclosures and Accessories:
Atex Enclosures and Accessories: Atex Certified Junction Boxes, Terminals, Sockets & Connectors
Atex Certified Junction Boxes, Terminals, Sockets & Connectors Atex Pumps and Motors:
Atex Pumps and Motors: Atex Advanced Technology:
Atex Advanced Technology: Weatherproof Electronic Sounders
Weatherproof Electronic Sounders Weatherproof Buzzer
Weatherproof Buzzer Weatherproof Motor Sirens
Weatherproof Motor Sirens Get in Touch
Get in Touch